
產(chan)品(pin)展(zhan)示(shi)
PRODUCT DISPLAY
- 鋼(gang)絲(si)網骨(gu)架復(fu)合(he)管
- 鋼(gang)絲(si)網骨(gu)架聚乙烯復(fu)合(he)管
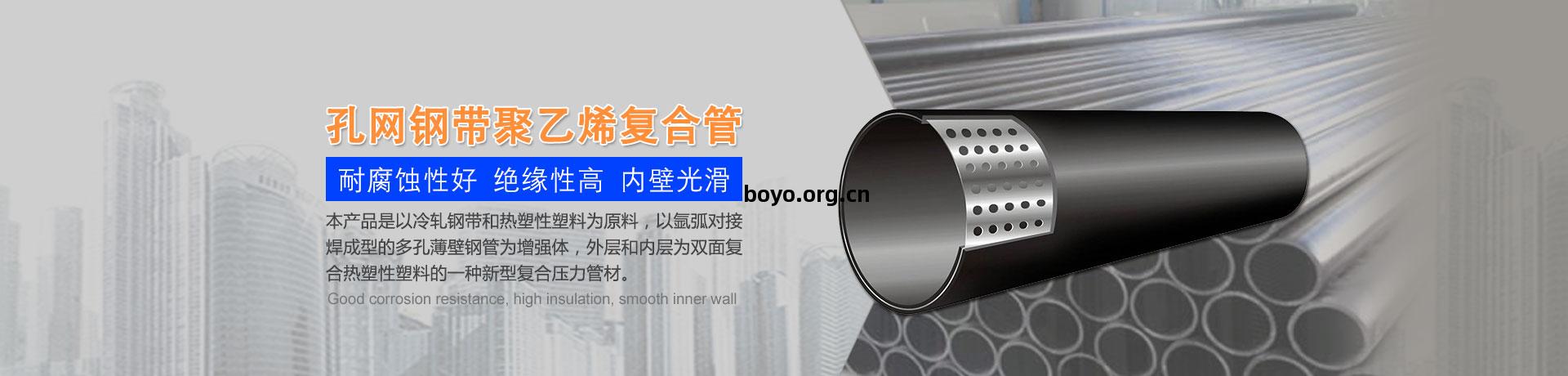
- 孔(kong)網鋼(gang)帶聚乙烯復(fu)合(he)管
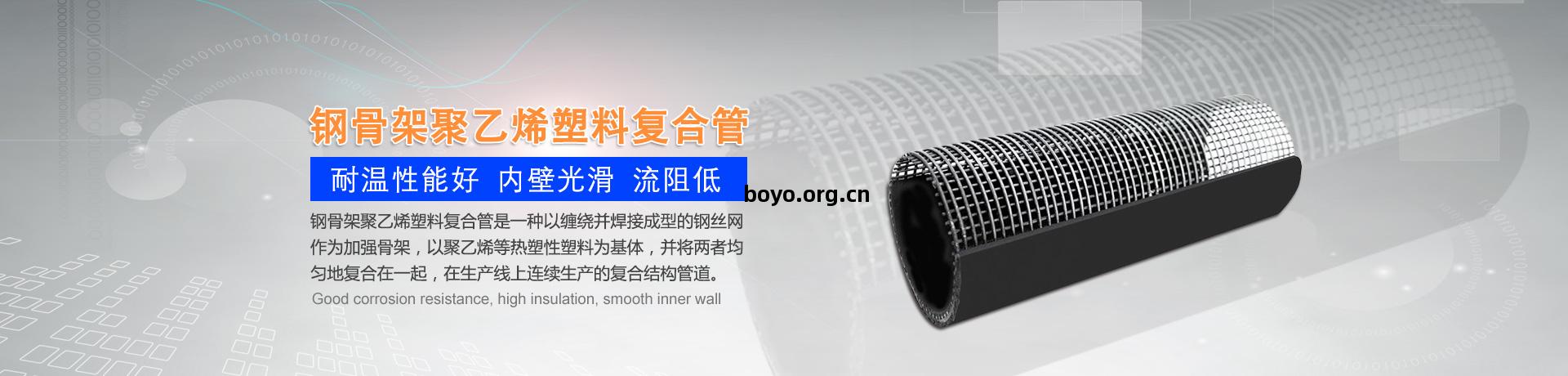
- 鋼(gang)骨(gu)架聚乙烯塑(su)料(liao)復(fu)合(he)管
- 電(dian)熔(rong)管件(jian)
- HDPE中空(kong)壁(bi)纏繞管
- HDPE內(nei)肋(lei)增(zeng)強螺(luo)旋波(bo)紋管
- HDPE結(jie)構壁(bi)增(zeng)強B型(xing)管
0512-58702599
常見(jian)問題
當(dang)前位置(zhi):首頁 > 常見(jian)問題 >
鋼(gang)絲(si)網骨(gu)架復(fu)合(he)管的(de)漏水維修(xiu)
1、準備工(gong)具:切(qie)割(ge)機、打磨機、電熔(rong)焊(han)機、鋼(gang)尺、記號筆、大(da)錘、墊(dian)木以(yi)及(ji)更(geng)換(huan)的管子(zi)和電(dian)熔(rong)管件(jian)。
2、提前將管道(dao)內(nei)的積水(shui)排(pai)空,切(qie)除(chu)漏水部位的(de)管子(zi)或電(dian)熔(rong)管件(jian);然後用(yong)鋼(gang)尺測量(liang)待(dai)更(geng)換(huan)部位(wei)的長(chang)度,然後截(jie)取相(xiang)同長(chang)度的管子(zi),如果需要(yao)電熔(rong)管件(jian),則(ze)需要(yao)提前計算好(hao)位(wei)置及(ji)尺寸(cun),避免(mian)出現(xian)誤差。
3、將切(qie)好(hao)的(de)管子(zi)或者(zhe)管件(jian)同原管線(xian)相(xiang)連時,要(yao)保證角度合理,不得出現(xian)張力或者(zhe)其(qi)他(ta)作用力,避免(mian)電(dian)熔(rong)管件(jian)在(zai)焊接時,發(fa)生位(wei)移,從(cong)而漏水。
4、焊接更(geng)換(huan)的電(dian)熔(rong)管件(jian)時,要(yao)保證管道(dao)內(nei)部,沒有積水(shui)存留,否則(ze)很難(nan)將電熔(rong)管件(jian)焊接牢(lao)固(gu)。
5、焊接完(wan)成(cheng)後,要(yao)使其冷(leng)卻(que)120分(fen)鐘以上(shang),方(fang)可(ke)通(tong)水(shui)試(shi)壓。
2、提前將管道(dao)內(nei)的積水(shui)排(pai)空,切(qie)除(chu)漏水部位的(de)管子(zi)或電(dian)熔(rong)管件(jian);然後用(yong)鋼(gang)尺測量(liang)待(dai)更(geng)換(huan)部位(wei)的長(chang)度,然後截(jie)取相(xiang)同長(chang)度的管子(zi),如果需要(yao)電熔(rong)管件(jian),則(ze)需要(yao)提前計算好(hao)位(wei)置及(ji)尺寸(cun),避免(mian)出現(xian)誤差。
3、將切(qie)好(hao)的(de)管子(zi)或者(zhe)管件(jian)同原管線(xian)相(xiang)連時,要(yao)保證角度合理,不得出現(xian)張力或者(zhe)其(qi)他(ta)作用力,避免(mian)電(dian)熔(rong)管件(jian)在(zai)焊接時,發(fa)生位(wei)移,從(cong)而漏水。
4、焊接更(geng)換(huan)的電(dian)熔(rong)管件(jian)時,要(yao)保證管道(dao)內(nei)部,沒有積水(shui)存留,否則(ze)很難(nan)將電熔(rong)管件(jian)焊接牢(lao)固(gu)。
5、焊接完(wan)成(cheng)後,要(yao)使其冷(leng)卻(que)120分(fen)鐘以上(shang),方(fang)可(ke)通(tong)水(shui)試(shi)壓。

上壹(yi)篇(pian):如何(he)將孔(kong)網鋼(gang)帶聚乙烯復(fu)合(he)管保溫
下壹(yi)篇(pian):鋼(gang)絲(si)網骨(gu)架復(fu)合(he)管是否可(ke)以(yi)當(dang)豎管用(yong)
相(xiang)關文(wen)章(zhang)
- 如何(he)提高(gao)鋼(gang)絲(si)網骨(gu)架復(fu)合(he)管的(de)抗(kang)拉強度
- 孔(kong)網鋼(gang)帶管的(de)規(gui)格(ge)包括哪些內(nei)容?
- 談(tan)談(tan)鋼(gang)絲(si)網骨(gu)架聚乙烯復(fu)合(he)管的(de)焊(han)接工(gong)藝
- 孔(kong)網鋼(gang)帶管的(de)強度取決於哪些因素?
- 說(shuo)說(shuo)鋼(gang)絲(si)網骨(gu)架復(fu)合(he)管的(de)設計參(can)數
- 安裝(zhuang)鋼(gang)絲(si)網骨(gu)架聚乙烯復(fu)合(he)管的(de)具(ju)體(ti)步(bu)驟
- 淺析鋼(gang)絲(si)網骨(gu)架復(fu)合(he)管具(ju)備(bei)哪些作用?
- 妳知道(dao)什麽是鋼(gang)絲(si)網骨(gu)架聚乙烯復(fu)合(he)管嗎(ma)